Filetage triangulaire Métrique
Filetage Métrique
Filet triangulaire profil ISO
Le profil ISO, défini par le dessin ci-dessous, est un triangle équilatéral de côté égal au pas, et ayant sa base parallèle à l’axe du filetage.
Désignés par le symbole M, suivi du Ø et du pas, séparés par le signe de la multiplication. M 12 x x175

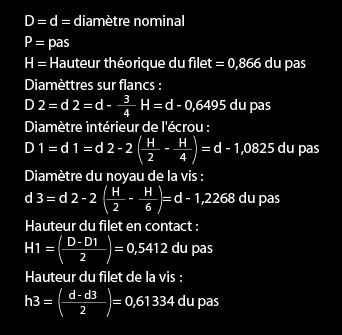
Valeur des éléments du profil ISO.
L’usinage d’un filetage est une opération délicate, mais avec un peu d’attention se réalise facilement.
Le travail doit se faire sur un seul flanc à la fois, nous avons donc plusieurs possibilités pour cela.
Positionnement de l’outil.
Afin que les deux flancs du filet se trouvent symétriques, les outils sont positionnés à l’aide d’un calibre (appelé sardine), qui sert aussi à l’affûtage.

Il est préférable de faire toucher un seul des côtés de l’outil dans le calibre, par déplacement soit du calibre sur la génératrice du cylindre ou la face de la pièce, du traînard ou encore du
transversal, cela pour une meilleure visibilité. Placer sous l’outil et calibre, soit une feuille de papier blanc ou encore l’ongle du pouce sur lequel la lumière sera dirigée, vous aurez ainsi
une très bonne vision.

1/ Mauvais affûtage angulaire, le portage se fait au sommet ou au fond des filets.
2/ Mauvais réglage de l’outil donne un filetage dissymétrique ou penché.

Il est bon qu’un filetage se termine dans une gorge, cela permet une sortie plus facile de l’outil et donc évite bien souvent de casser la pointe de l’outil.
Cette gorge est en général de 1 à 1,5 fois le pas à réaliser et les angles de l’outil doivent être arrondi, pour éviter de faire une amorce de cassure dans la pièce.

Normes des filetages standard.
|
Ø nominal |
Pas standard | Ø nominal | Pas standard | Ø nominal | Pas standard |
| 3 | 0,5 | 10 | 1,5 | 20 | 2,5 |
| 4 | 0,7 | 12 | 1,75 | 22 | 2,5 |
| 5 | 0,8 | 14 | 2 | 24 | 3 |
| 6 | 1 | 16 | 2 | 27 | 3 |
| 8 | 1,25 | 18 | 2,5 | 30 | 3,5 |
Il existe des filetages différents de cette norme, ils sont appelés “Pas fins” car le pas des filetages sont généralement plus petits.
Pénétration droite :
à chaque profondeur de passe de l’outil :
• faire avancer le petit chariot de 0,05 à 0,1 mm
• faire une première passe avec le repère mis à zéro sur le petit chariot, la passe suivante avancer le petit chariot de 0,1 mm, la passe suivante remettre le petit chariot au repère zéro
(bien rattraper le jeux, c’est à dire revenir un peu plus en arrière, et ensuite aller au zéro), et faire ainsi jusqu’à la réalisation complète du filetage.
• faire une première passe normalement, la passe suivante maintenir très légèrement la manivelle du traînard, la passe suivante ne pas maintenir la manivelle et ainsi de suite jusqu’à la
réalisation du filetage.
Cette dernière solution et la plus rapide et l’on obtient de meilleurs résultats, mais il est vrai qu’elle nécessite un peu d’habitude.
Contrôle des filetages
1/ à l'aide de bagues filetées calibrées ICI
2/ à l'aide tde tampon calibrés ICI
3/ à l'aide d'un palmer et de piges calibrées (type aiguilles "nadella") par exemple.




Commenter cet article