Tournage conique
Tournage conique
Le tournage conique consiste à exécuter des pièces de révolution dont les génératrices ne sont pas parallèles. Les méthodes utilisées peuvent être différentes suivant l’ampleur de la
conicité.Définition de la Conicité et de la Pente
A/ sur une pièce conique, on appelle conicité le quotient de la différence des Ø par la longueur. Cette valeur peut être rapportée à 100 mm pour un cône pourcenté et peut s’écrire :
Conicité = 0,20 ou 20/100 ou 20%
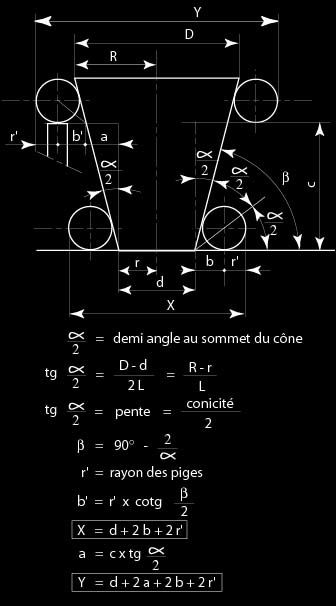
alpha est l’angle formé par deux génératrices opposées du cône.
B/ sur une pièce conique, on appelle pente le quotient de la différence des rayons par la longueur. C’est en trigonométrie, la tangente de l’angle intercepté. Cette valeur peut être également rapportée à 100 mm pour une pente pourcentée, et peut s’écrire :
Pente = 0,10 ou 10/100 ou 10%.

Nous pouvons donc en déduire que la tangente de l’angle d’orientation alpha du chariot est égale à la 1/2 conicité.
|
Conicité en % |
1/2 angle au sommet |
Conicité en % |
1/2 angle au sommet |
| 1 | 0°17’10’’ | 8 | 2°17’30’’ |
| 2 | 0°34’23’’ | 10 | 2°51’45’’ |
| 3 | 0°51’30’’ | 12 | 3°26’00’’ |
| 4 | 1°8’40’’ | 15 | 4°17’20’’ |
| 5 | 1°25’56’’ | 16 | 4°34’30’’ |
| 6 | 1°43’10’’ | 18 | 5°8’30’’ |
| 6,25 | 1°47’20’’ | 20 | 5°42’30’’ |
Conicités normalisées : 1%, 2%, 5%, 10% et 20%
Au delà de 20%, les conicités sont exprimées en degrés (angle au sommet du cône).
Trois procédés différents peuvent être appliqués pour exécuter des pièces coniques.
1° Orientation du chariot porte outil.
2° Déplacement de la contre poupée.
3° Utilisation de l’appareil à tourner conique.
1° Orientation du chariot porte outil.
Faire pivoter le chariot supérieur d’un angle alpha/2 donné par la recherche de sa tangente, celle-ci est égale au quotient de la différence des deux rayons du cône par sa longueur, c’est également la pente du cône.

2° Par le déplacement de la contre pointe.
Avec ce procédé, les cônes réalisé ne dépassent pas 5% de conicité.
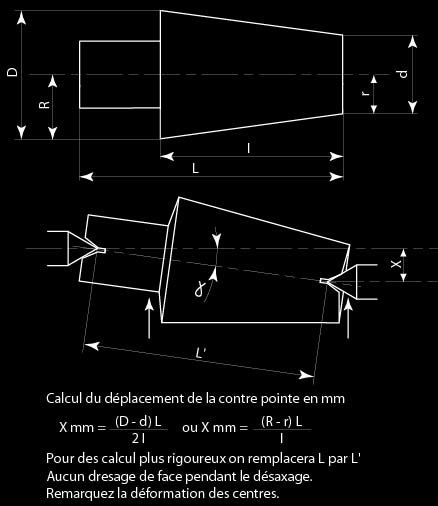
Pour un contrôle rigoureux du déplacement utilisez un comparateur.
3° Utilisation de l’appareil à tourner conique.
Il est placé à l’arrière du tour, est utilisé pour l’usinage en série de pièces conique, ainsi que les filetages conique. La pente est limitée à plus ou moins 15°par rapport à l’axe entre pointe de la machine.
Il est relié à une rallonge fixée sur le traînard, qui lui est libéré de ses vis fixation de la noix.
Le déplacement de l’outil pour exécuter les passes successives se fait par le petit chariot qui lui est orienté perpendiculairement à l’axe entre pointe de la machine.
Avantage de cette méthode, est l’utilisation de l’avance automatique pour exécuter l’usinage.

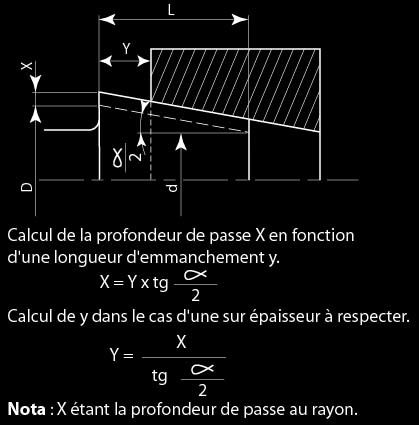
Calcul de la profondeur de passe pour la réalisation d’un cône.
Il y a une méthode intéressante aussi :
1/ c’est de placer un comparateur parallèle au déplacement au traînard.
2/ le mettre en appuis sur la face du traînard, et mettre le zéro de la montre face à l’aiguille du comparateur.
2/ reculer le petit chariot sans déplacer le transversal de la dernière passe.
3/ mesurer la longueur Y, et déplacer le traînard de cette dimension.
Vous réaliserez ainsi et au 1/100 près l’ajustement de cônes.
Méthode pour régler l’angle d’inclinaison du petit chariot.

Positionner le comparateur bien horizontal, et à l'axe de la pièce.
L = déplacement du petit chariot.
La mesure faite avec le comparateur doit correspondre à l'hypoténuse
du triangle abc.
L'angle â correspond à l'angle à réaliser et donc à l'inclinaison du petit
chariot.
Méthodes de contrôle des cônes.


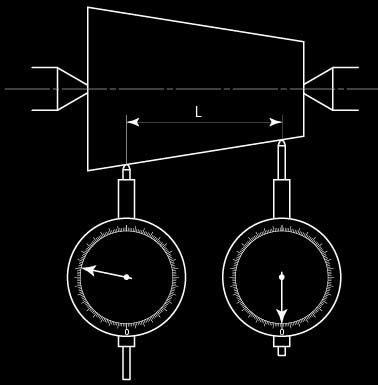
Ce dernier procédé de contrôle à l'avantage d'être très rapide et très précis.
Positionner le comparateur bien horizontal, et à l'axe de la pièce.
L = déplacement du trainard
La mesure faite avec le comparateur doit correspondre à la tg de l'angle multiplié par par la longueur de déplacement.

Commenter cet article