Les mors doux
Les mors doux
Ils sont en acier non traités, servent à maintenir les pièces usinées.
Ce système est très intéressant, car il permet le montage de rondelles de fabrication personnelle dans différentes matières, cela remplace avantageusement les mors doux traditionnels, et avec l’avantage d’être plus enveloppant et bien moins cher. Ces rondelles peuvent être en bronze, alu, afin de ne pas marquer les pièces, et le fait d’être circulaires elles peuvent être utilisées sur toute leur circonférence, donc pour plusieurs Ø différents.

Pour usiner les mors doux, on utilise une étoile (parce que c’est un montage en trois points à 120°) il est très pratique d’utiliser pour cela des écrous de différentes tailles, de les percer et tarauder pour recevoir trois vis six pans creux par exemple.

Cette étoile est mise en place à l’intérieur du mandrin et ce sont les semelles qui viennent se bloquer dessus, en effet il est bon que cette étoile soit mise en place dans l’axe de la partie qui coulisse du mandrin, pour éviter que les mors ”s’ouvrent “ avec le jeu éventuel présent dans la partie qui coulisse avec le mandrin. Le réglage de l’ouverture des mors se faisant par le vissage ou dévissage des vis de réglage.
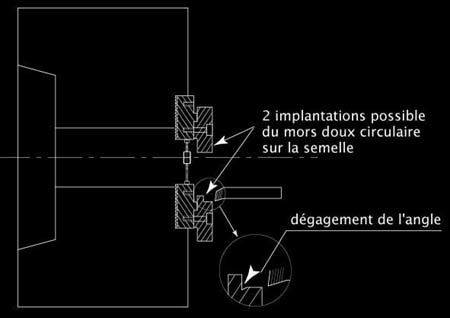
Il est possible aussi de réaliser des mors doux circulaires comme le montre le dessin, cela a pour utilité le serrage des pièces de petit Ø, et permet aussi la mesure de l’usinage avec un pied à coulisse ou même un micromètre intérieur.

La fixation de ces mors doux circulaire est faite en fonction du Ø de la pièce à usiner, en effet, il est bien que les semelles ne dépassent pas du Ø du mandrin.
Pour d’une part l’usure de la spire et de la rainure du mandrin, mais aussi pour éviter que ces semelles fassent office de pales lors de la rotation du mandrin (c’est relativement dangereux, pour les mains, copeaux qui peuvent êtres embarqués …).
L’usinage des mors doux se réalise comme un alésage courant, et une fois le Ø réalisé, pour le surfaçage de la face arrière, il est bien de pénétrer un peu dans le Ø afin de dégager l’angle du fond, cela permet aux bavures faites lors d’un tronçonnage (si l’on a pas eu la possibilité de casser l’angle, ce qui arrive bien souvent), par exemple de venir s’y loger.
Ils sont en acier non traités, servent à maintenir les pièces usinées.
Ce système est très intéressant, car il permet le montage de rondelles de fabrication personnelle dans différentes matières, cela remplace avantageusement les mors doux traditionnels, et avec l’avantage d’être plus enveloppant et bien moins cher. Ces rondelles peuvent être en bronze, alu, afin de ne pas marquer les pièces, et le fait d’être circulaires elles peuvent être utilisées sur toute leur circonférence, donc pour plusieurs Ø différents.
Pour usiner les mors doux, on utilise une étoile (parce que c’est un montage en trois points à 120°) il est très pratique d’utiliser pour cela des écrous de différentes tailles, de les percer et tarauder pour recevoir trois vis six pans creux par exemple.
Cette étoile est mise en place à l’intérieur du mandrin et ce sont les semelles qui viennent se bloquer dessus, en effet il est bon que cette étoile soit mise en place dans l’axe de la partie qui coulisse du mandrin, pour éviter que les mors ”s’ouvrent “ avec le jeu éventuel présent dans la partie qui coulisse avec le mandrin. Le réglage de l’ouverture des mors se faisant par le vissage ou dévissage des vis de réglage.
Il est possible aussi de réaliser des mors doux circulaires comme le montre le dessin, cela a pour utilité le serrage des pièces de petit Ø, et permet aussi la mesure de l’usinage avec un pied à coulisse ou même un micromètre intérieur.
La fixation de ces mors doux circulaire est faite en fonction du Ø de la pièce à usiner, en effet, il est bien que les semelles ne dépassent pas du Ø du mandrin.
Pour d’une part l’usure de la spire et de la rainure du mandrin, mais aussi pour éviter que ces semelles fassent office de pales lors de la rotation du mandrin (c’est relativement dangereux, pour les mains, copeaux qui peuvent êtres embarqués …).
L’usinage des mors doux se réalise comme un alésage courant, et une fois le Ø réalisé, pour le surfaçage de la face arrière, il est bien de pénétrer un peu dans le Ø afin de dégager l’angle du fond, cela permet aux bavures faites lors d’un tronçonnage (si l’on a pas eu la possibilité de casser l’angle, ce qui arrive bien souvent), par exemple de venir s’y loger.

Commenter cet article