Usinage deux par deux
Vous avez plusieurs exemplaires d'une même pièce à réaliser.
Important :
Les dimensions et le modèle de pièce indiquées dans cet article, sont données uniquement à titre d’exemple, sachez seulement que c’est la méthode qui est intéressante. Sachez aussi qu’avec cette
méthode, il vous est possible d’obtenir des pièces n’ayant que 0,5 mm, voir moins d’épaisseur.
D = 24 mm
d = 20 mm
L = 12 mm
Vous allez donc procéder différemment que si vous n'aviez qu'une seule pièce à usiner.
Une méthode parmi d’autres, c’est d’usiner les pièces deux par deux.
C’est à dire que vous allez usiner les pièces dos à dos, appelé aussi usinage 2 par 2.
Vous allez usiner en premier une rondelle de Ø 25 mm épaisseur 10 mm avec un point de centre d’un côté, qui vous servira de plaque d’appui, avec la poupée mobile.
![]()
Vous allez ensuite préparer des pièces D = 25 mm, d = 18 mm (brut de perçage) et pour la longueur 27 mm, (12 mm x 2 + la largeur de l’outil à tronçonner pour exemple 2 mm + 1 mm) soit un total de
24 + 2 + 1 = 27 mm
Si la matière première est du tube, vous aurez l’opération de perçage en moins.
1/ si la matière première est pleine, vous percez au Ø 18 mm sur une longueur de 28 mm et vous tronçonnez à la longueur de 27 mm.
Vous répétez l’opération pour obtenir le nombre nécessaire.
2/ vous placez la pièce, en mors doux ou dans une bague fendue, avec une butée en longueur environ 12 mm.
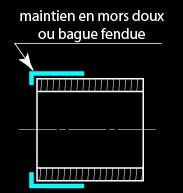
Avec un outil à aléser, avec lequel vous pouvez aussi dresser la face avant ou un outil à aléser dresser sur lequel vous avez réalisé un affûtage à 45° sur la partie arrière de l’outil, vous
allez réaliser l'usinage suivant.
Pour la réalisation du chanfrein avec l’outil à aléser dresser, comme vous allez l’utiliser de l’autre côté de l’axe, n’oubliez pas d’inverser le sens de rotation.

Vous usinez la face avant, le Ø inter sur une longueur de 13 mm, et vous faites l’ébavurage de l’angle d’entrée de l’alésage.

3/ après avoir fait cette opération sur un seul côté de chaque pièce, vous faites la même chose de l’autre côté

4/ après avoir réalisé tous les alésages, dressage de chacune des face avant et l’ébavurage de l’angle, vous pouvez tronçonner les pièce en deux.
Vous pouvez mettre un axe fixe dans le mandrin de la poupée mobile, qui vous servira à récupérer la pièce sans avoir à y mettre les mains et éviter aussi que la pièce ne tombe dans le bac.

5/ mettre les pièces à longueur 12 mm, en y faisant l’ébavurage de l’angle d’entrée de l’alésage avec un outil à charioter coudé sur lequel vous aurez pris soin de détalonner

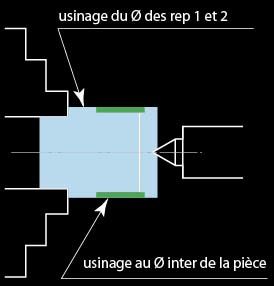
6/ vous allez préparer un mandrin lisse Repère 1, vous avez déjà préparé la plaque d’appui Repère 2.

7/ vous assembler ces deux pièces, mandrin lisse et plaque d’appuis, pour réaliser l’usinage sur ces deux pièce du Ø sur lequel viendra l’alésage de la bague, avec le minimum de jeux maxi 0,02 mm
et sur une longueur de la pièce moins 0,5 mm soit 11,5 mm.
8/ vous êtes maintenant en mesure de terminer le Ø exter des toutes les pièces
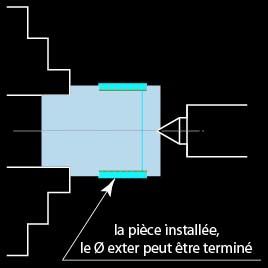
Cette opération peut être faite avec un outil à charioter coudé, pour l’ébavurage des angles de la pièce vous pouvez ainsi le réaliser avec le même outil, quitte à plonger légèrement dans le
mandrin lisse et la plaque pour l’autre côté, vous prendrez un repère sur le traînard pour retomber chaque fois dans la même plongée pour chacune des pièces.
Vous avez aussi la possibilité d'utiliser un mandrin expansible que vous pouvezz voir ICI, mais l'investissement est très important.

Commenter cet article