Usinage sphérique
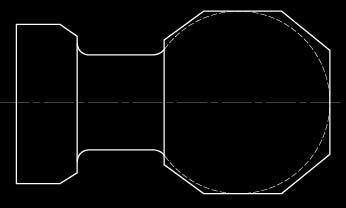
Réalisation d’une sphère ou portion sphérique
Il y a plusieurs méthodes pour l’usinage d’une sphère ou portion sphérique.
1/ avec une plane, et muni d’un gabarit en tôle.
2/ avec le déplacement des deux manivelles transversal et traînard, comme c’est très bien expliqué ici.
3/ avec un appareil à tourner sphérique.
Avec cette dernière possibilité il y a un type d’appareil qui permet l’usinage de tous type de rayon, sphère, mais assez gros et un peu compliqué à mettre en œuvre.
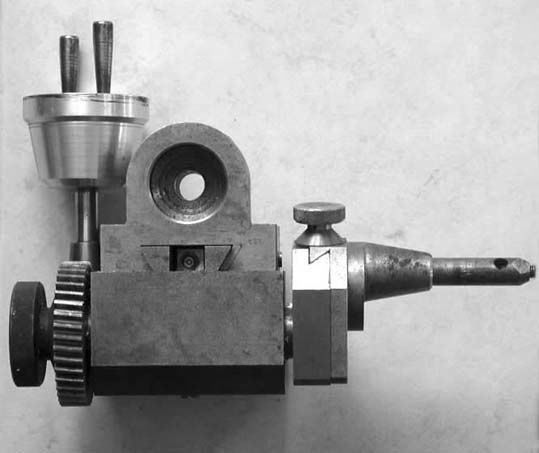
J’ai réalisé un petit appareil ayant la même fonction, et bien plus facile à utiliser, mais qui permet uniquement à réaliser des sphères ou parties sphériques.
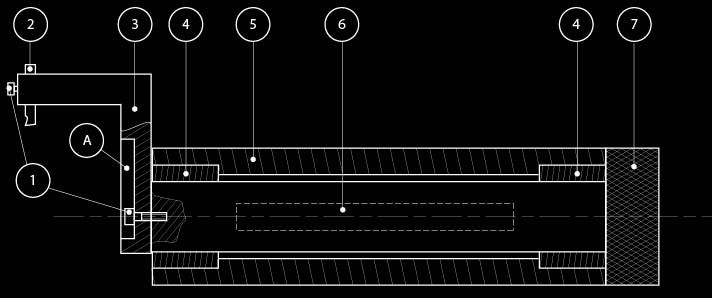
Rep 1/ vis à six pans creux
Rep 2/ outil par exemple un vieux foret à centrer
Rep 3/ bras
Rep 4/ bague bronze
Rep 5/ corps cylindrique ou autre
Rep 6/ fer plat soudé sur le corps pour fixation dans tourelle porte outil
Rep 7/ axe de manœuvre avec en bout une partie moletée pour actionner le déplacement de l’outil.
Le Ø de la partie sphérique terminé plus 0,05 mm maximum, la face extérieur de la pièce est terminée aussi, vous pouvez ébaucher la partie sphérique, vous pouvez ensuite mettre en place
l’appareil à tourner sphérique dans la tourelle porte outil.

Vous avez deux réglages à faire, mettre l’axe de l’appareil au centre et le réglage du rayon à réaliser. Pour cela vous desserrez la vis en bout de l’axe de l’appareil et vous faites glisser le
bras dans la rainure Rep A, jusqu’à ce que la pointe de l’outil affleure, de chaque côté du cylindre à usiner, ou le Ø de la partie sphérique.
Pour régler la position du traînard, vous positionnez ensuite le bras de l’appareil en position horizontale et venez mettre la pointe de l’outil contre la face exter de la pièce

Une fois la position du bras faite, vous reculez le transversal et vous pouvez commencer l’usinage de la pièce par le déplacement du bras et de l’outil au moyen de la partie moletée (7) et du
maintien avec l’autre main du bras. Vous maîtrisez mieux ainsi l’avance manuelle de l’outil, et en faisant des petites passes successives par le déplacement du transversal.
Vous pouvez contrôler de Ø de la pièce successivement avec un moyen de contrôle traditionnel, pied à coulisse ou palmer. L’usinage sera terminé lorsque vous serez arrivé à l’axe de la pièce vous
n’aurez plus de matière à retirer, puisque l’outil sera derrière l’axe de la sphère.

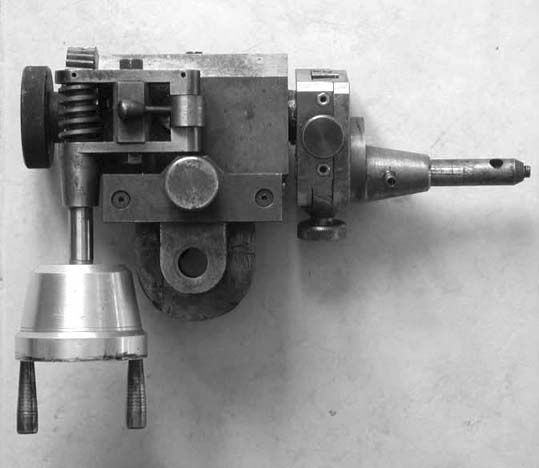
Il est possible aussi d’installer à la place du cylindre moleté, un système avec vis sans fin et une manivelle de commande pour travailler dans de meilleures conditions.
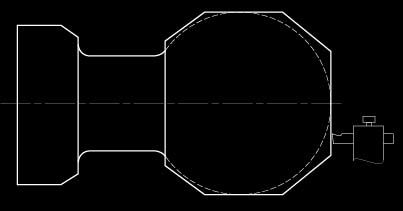
L'appareil idéal.
Voilà un montage bien plus précis, mais aussi plus difficile à régler, mais qui vous donnera de très bons résultats pour la réalisation de sphères ou portion sphérique convexe et ou concave.
Cet appareil à été vendu il y a quelques temps sur usinage.com par "Alainkoe", et je tiens à le remercier pour m'avoir envoyé des photos de cet appareil, et de me permettre de le présenter sur cette page, afin de complèter cet article.
J'ai eu l'occasion d'utiliser un appareil semblable pendant mon activité prof, le seul inconvégnient est qu'il prend de la place sur la machine, et donc dans certains cas poser un problème.




Commenter cet article